Öffnet in neuem Fenster
Opens in a new window
Öffnet externe Seite
Opens an external site
Öffnet externe Seite in neuem Fenster
Opens an external site in a new window
Wissenschaftlicher Gerätebau

Die Hauptabteilung Wissenschaftlicher Gerätebau (WI-HWG)
Die Hauptabteilung Wissenschaftlicher Gerätebau (WI-HWG) umfasst vier Abteilungen, welche zentrale wissenschaftlich-technische Unterstützung an beiden Forschungsstandorten des HZB (WCRC, LMC) leisten: Probenumgebung, Konstruktion, Fertigung und Elektronik. Die vier Abteilungen arbeiten bei vielen Projekten übergreifend zusammen. Fertigungs- und Entwicklungsprozesse sind eng miteinander verzahnt. Der Hauptabteilungsleiter, Dr. Klaus Kiefer, übernimmt die Koordinations- und Ansprechpartnerfunktion für abteilungsübergreifende Fertigungs- und Entwicklungsprojekte.
Die gemeinsamen Aufgaben und Dienstleistungen der Hauptabteilung bzgl. der Bereitstellung von wissenschaftlichen Geräten und Versuchseinrichtungen sind :
- Beratung & Konzeption
- Berechnung & Simulation
- Konstruktion, Fertigung & Auftragskoordination
- Montage, Steuerung & Betrieb
- Inbetriebnahme & Funktionsprüfung
- Wartung & Reparatur
Die Hauptabteilung WI-HWG besteht aus folgenden vier Unterabteilungen:
1) Probenumgebung WI-ASE
Die Abteilung Probenumgebung unterstützt die Experimente bei BESSY II mit vielfältigen Probenumgebungen (Magnetfelder, tiefe und hohe Temperaturen, hohe Drücke, Gasbeladung etc.) und betreibt eine Reihe von Nutzerlaboren und -geräten die über Buchungskalender gebucht werden können:
2) Konstruktion WI-ATD
Die Abteilung Konstruktion ist für den Bedarf aller Abteilungen des HZB im Bezug auf Konstruktion, Entwicklung, Berechnung, Beschaffung und technischer Beratung zuständig.
3) Fertigung WI-AMAN
Die Abteilung Fertigung stellt als zentralen Dienst die mechanische Fertigung und Reparatur von Werkstücken, Baugruppen und Forschungsanlagen zur Verfügung. In Adlershof und Wannsee verfügen wir über hoch spezialisierte Fertigungsmethoden, wie zum Beispiel CNC-Drehen und –Fräsen, Laserstrahl- und Wasserstrahlschneiden.
4) Elektronik WI-AEL
Die Abteilung Elektronik ist als zentraler Dienst verantwortlich für die Entwicklung, Fertigung und Reparatur experimentnaher elektronischer Geräte und Baugruppen.
Abteilungsübergreifende Projekte innerhalb der Hauptabteilung WI-HWG (Beispiele):
1) Helium-Managment für das HZB

Die aufgeführten Instrument zum He-Managment wurden in enger Zusammenarbeit von Probenumgebung, Konstruktion, Fertigung und Elektronik geplant, entwickelt und gebaut.
- Heliumfüllstandmesser: zur Messung und Fernübertragung des Heliumfüllstandes von Transportbehältern und Kryostaten.
- Gaszähler-Modul: Messgerät, um den Druck, Temperatur und Fluss von Heliumgas digital zu erfassen und kabellos zu übertragen.
- Koordinator-Modul: Gerät zur Umsetzung der Funksignale der Heliumfüllstandsmesser und Gaszähler von einem Funknetzwerk in ein lokales kabelgebundenes Netzwerk.
- He-Gasflussheizer: Erwärmung des ultrakalten Heliumgases bei Füllvorgängen von Kryostaten um die nachfolgenden Gaszähler vor Beschädigung zu schützen und ein „Vereisen“ der Helium-Rohrleitung zu verhindern.
- Elektronische He-Transfereinheit: Elektronik zur Automatisierung des Heliumfüllvorgangs.
- Kugelflussmessgerät: mechanisches Bauteil, um den Heliumgasdurchsatz während des Füllens von Kryostaten visuell durch die Nutzer zu erfassen.
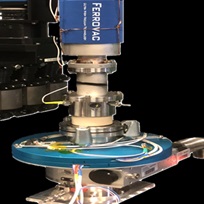
2) Tomo-Cryo an der BAMline von BESSY II
In Zusammenarbeit mit der TU-Dresden hat das WI-HWG einen Tomographen für in-operando Gasadsorptionsuntersuchungen unter präziser Temperaturkontrolle entwickelt und gebaut. Dieser kommt an der BAMline zum regelmäßigen Einsatz.
- der Cryo-Tomograph ermöglich zeitaufgelöste Bildgebungsverfahren für in-situ Röntgenstudien des Stoffaustausch in porösen Festkörpern und Batterien während des Lade- und Entladevorgangs.
- der Cryo-Tomograph ermöglicht eine freie Rotation der Probe im Strahlfenster bei einer räumlichen Stabilität der Probenposition von weniger als 0,01 mm. Die damit verbundenen Herausforderungen in der kryogenen Umgebung erfordern neuartige Konstruktionskonzepte und ein hohes Maß an Fertigungspräzision.
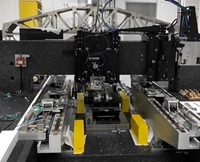
3) Wiederinbetriebnahme der Gitterteilmaschine GTM24
Durch Zusammenarbeit von der Abteilung Präzisionsgitter und der Hauptabteilung WI-HWG wurde die GTM24 modifziert und erfolgreich in Betrieb genommen:
- Einbau Linarantrieb y-Schlitten (Tecnotion)
- Luftlagerwechsel (Aerolas)